
Wuxi สมาร์ท CNC Equipment Group Co. , LTD
“ คุณภาพก่อนลูกค้ารายแรก”
สมาร์ทซีเอ็นซีไม่เพียง แต่ผลิตเบรคกด, เครื่องเลเซอร์, แรงเฉือน, เครื่องรีด, ยังจัดหาโซลูชั่นเครื่องแผ่นโลหะที่สมบูรณ์อื่น ๆ
January 21, 2019
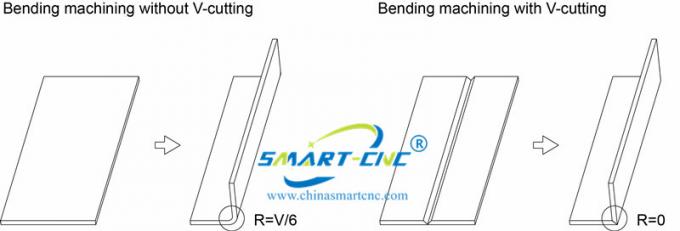
1. ลักษณะกระบวนการของการเซาะร่อง V ของแผ่นโลหะบาง ๆ ก่อนทำการดัด ขอบโค้งของชิ้นงานหลังจากดัดมีขนาดเล็กและไม่มีรัศมี กระบวนการดัดแสดงให้เห็นว่ารัศมีของขอบชิ้นงานหลังจากการดัดเป็นสัดส่วนกับความหนาของชิ้นงานที่โค้งงอเนื่องจาก V บางบนแผ่นโลหะ หลังจากที่ร่องเกิดขึ้นความหนาของวัสดุแผ่นที่เหลืออยู่เพียงครึ่งเดียวของความหนาของวัสดุแผ่นดั้งเดิมหรือแม้แต่น้อยลงดังนั้นรัศมีของขอบของชิ้นงานหลังจากการดัดก็ลดลงตามสัดส่วน ยิ่งไปกว่านั้นเนื่องจากความหนาของวัสดุแผ่นที่เหลือหลังจากร่องรูปตัว V มีขนาดเล็กแรงการเสียรูปในขณะที่มีการดัดก็มีขนาดเล็กและการกระจายไม่ได้ส่งผลกระทบต่อพื้นที่ที่ไม่โค้งดังนั้นพื้นผิวของแผ่นโลหะโค้งงอ ชิ้นงานไม่มีการหักเหของแสง สิ่งนี้จะตอบสนองความต้องการพิเศษของการตกแต่งระดับไฮเอนด์ในโรงแรมร้านอาหารร้านอาหารอาคารพาณิชย์ธนาคารสนามบินและสถานที่อื่น ๆ
2. แรงดัดที่ต้องการเพื่อลดการดัดของวัสดุแผ่นเป็นที่รู้จักจากกระบวนการดัด แรงดัดของวัสดุแผ่นเป็นสัดส่วนกับความหนาของวัสดุแผ่นที่จะโค้งงอและวัสดุแผ่นโลหะเป็นรูปตัววีก่อนที่จะดัด หลังจากร่องความหนาของแผ่นงานที่เหลืออยู่ประมาณครึ่งหนึ่งของความหนาของแผ่นงานต้นฉบับหรือเล็กกว่าดังนั้นแรงดัดที่จำเป็นสำหรับการดัดแผ่นจะลดลงตามลำดับเพื่อให้แผ่นยาวอยู่บนเครื่องดัดระวางระวางน้ำหนักที่เล็กกว่า . นอกจากนี้ยังเป็นไปได้ที่จะโค้งงอ สามารถลดการลงทุนอุปกรณ์และประหยัดพลังงาน
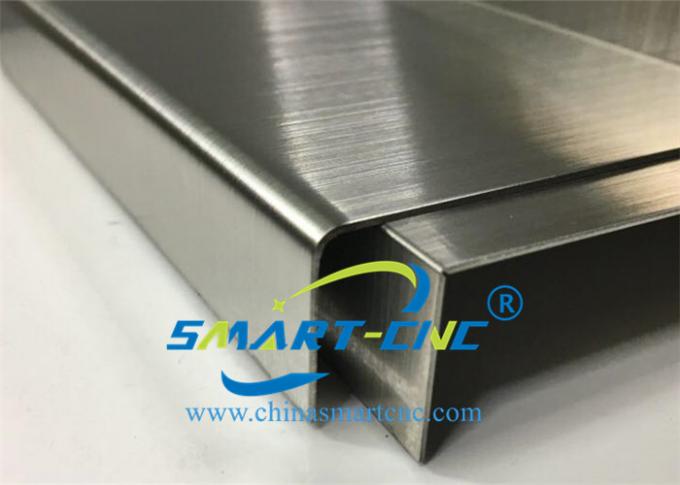
3. วัสดุพิเศษบางชนิดสามารถดัดโค้งเป็นท่อสี่เหลี่ยมบนเครื่องดัดทั่วไปด้วยแม่พิมพ์สากล วัสดุชนิดนี้ไม่สามารถดัดงอกับเครื่องพับทั่วไปหรือใช้การออกแบบพิเศษของแม่พิมพ์ที่ซับซ้อนเพื่อใช้ในการทำงานให้เสร็จ อย่างไรก็ตามโดยการควบคุมความลึกของร่อง V ของวัสดุแผ่นโลหะบาง ๆ มันเป็นไปได้ที่จะโค้งงอชนิดพิเศษของวัสดุที่โค้งงอบนเครื่องดัดธรรมดาโดยใช้แม่พิมพ์เอนกประสงค์ วิธีการเฉพาะคือ: ความหนาของวัสดุแผ่นที่เหลือของ V- ร่องในกระบวนการดัดครั้งสุดท้ายถูกควบคุมไปประมาณ 0.3 มม. เพื่อให้มุมการตอบสนองของกระบวนการดัดมีขนาดเล็กและท่อสี่เหลี่ยมจะไม่ฟื้นตัวและทำให้เสียโฉม หลังจากปั้น
4. การจัดตำแหน่งความยาวของด้านโค้งก่อนทำการดัดร่องรูปตัววีสำหรับแผ่นโลหะบาง ๆ สามารถใช้เพื่อจัดตำแหน่งความยาวของด้านโค้งก่อนที่จะทำการดัดงอจากนั้นทำตาม V-scribed ก่อนบนเครื่องดัด . ประเภทของเส้นลวดที่โค้งงอเพื่อให้แน่ใจว่าความถูกต้องของความยาวของด้านที่โค้งงอและสามารถแทนที่ฟังก์ชั่นวัสดุด้านหลังของเครื่องดัดควบคุมเชิงตัวเลข แน่นอนหลักฐานคือความแม่นยำในการวางตำแหน่งของกบชนิด V จะต้องมีขนาด± 0.05 มม.


